


Q345B无缝钢管裂纹原因
一组织的不均匀是管坯的原因。16Mn是以前钢的牌号,早就改为Q345B了,这没什么关系,注意选择执行管坯标准的,有一定规模的厂家生产的圆钢就行。
二成品退火温度是合适的。穿孔加热温度1180~1230℃,偏低,这是中碳合金钢的温度,取1230-1250,才合适。35min是加热时间还是炉内时间?炉内时间一般在60min以上。
三,裂纹产生的原因,经试验证明,管坯(圆钢)的原因居多,内部含有较多的裂纹、夹杂、气包等。
穿孔的温度、工艺调整也不容忽视,若穿孔温度低、调整不当,也会造成毛管内部组织的撕裂。


加热至稳定奥氏体区域保持适当时间后在再结晶温度以上进行形变并淬火的复台处理工艺。穿孔机值得注意的是45钢形变奥氏体晶界和高温淬火奥氏体品界的化学成分存在明显差别在高温淬火的原始奥氏体晶界上有S、Si元素的富集形变淬火后其杂质元素比较均匀地分布在奥氏体中。故可认为晶界的净化是高温形变热能获得强韧化重要原因之一
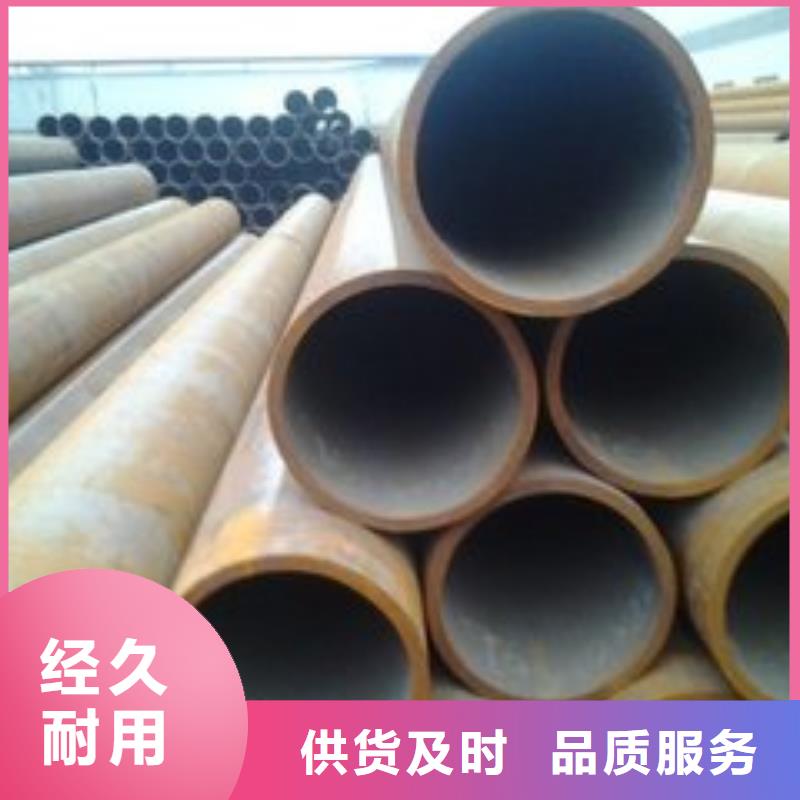
热轧无缝钢管用的坯料有圆形,方形或多边形的锭,轧坯或连铸管坯,管坯质量对管材质量有直接的影响.热轧无缝钢管有三个基本工序:
①在穿孔机上将锭或坯穿成空心厚壁毛管;
②在延伸机上将毛管轧薄,延伸成为接近成品壁厚的荒管;
③在精轧机上轧制成所要求的成品管.轧管机组系列以生产钢管的外径来表示.
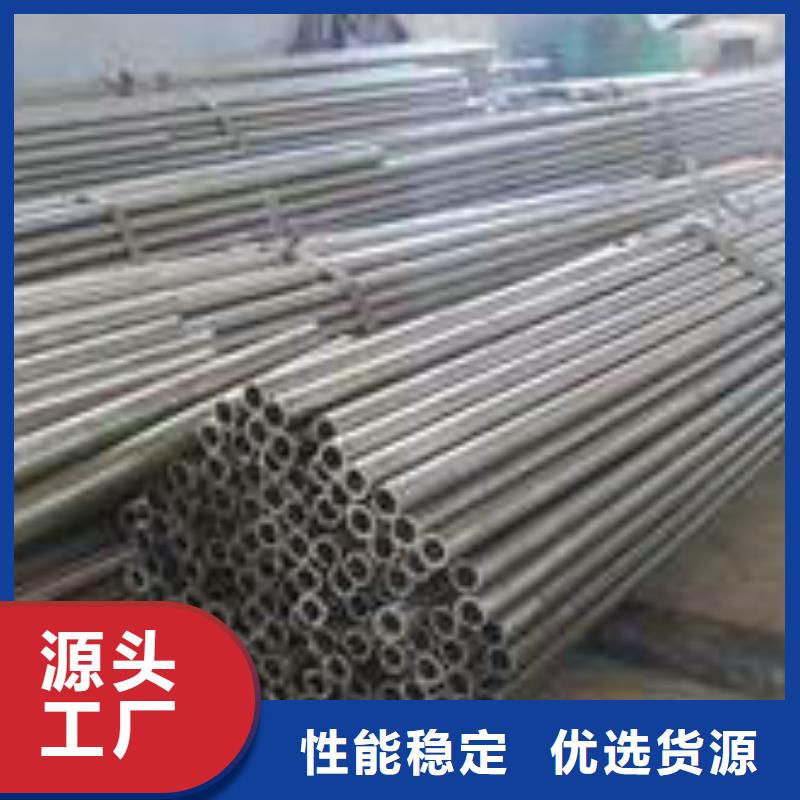
挤压无缝钢管生产与其他热轧法相比具有以下优点:
加工工序少,在产量相同的情况下可节省投资。
由于挤压金属处于三向压应力状态,因此可以生产很难或不可轧制、锻造的材料,如镍基合金。
由于挤压时金属变形量大(挤压比大),同时在很短时间内完成完全变形,使产品的组织均匀,性能好。
内外表面缺陷少,几何尺寸精度较高。
组织生产灵活,适合小批量、多品种生产。
可以生产复杂断面的管材及双金属复合管材。
缺点为:
1)对润滑剂和加热要求高,从而使生产成本增加。
2)以及工具寿命低、消耗量大,且价格昂贵。
3)成材率偏低,使产品竞争力下降。



忻州顺成钢管有限公司在成立之时就确定了以人为本,以科技促进发展的理念,始终以“立足 精密管事业,为客户解决问题”为使命,围绕公司主营业务履行社会责任,严格确立在任何时间都能站在客户的角度、让我们的客户做有效的 精密管,并以良好的服务和满意的治理效果赢得了广大客户的认可。


热轧无缝钢管:热轧是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。热轧可以破坏钢锭的铸造组织,细化钢材的晶粒,并显组织的缺陷,从而使钢材组织密实,力学性能得到改善。这种改善主要体现在沿轧制方向上,从而使钢材在一定程度上不再是各向同性体;浇注时形成的气泡、裂纹和疏松,也可在高温和压力作用下被焊合。
为了经济地生产钢管,并使生产具有中、小型规模,大口径无缝钢管即年产量为15~20万I,其工艺的核心是减少轧机的机架数目。因此,从各个角度广泛地研究了5机架、4机架和3机架方案的变形参数如表22-6所示。工艺的主要工艺优点是轧薄壁管、公差好、收得率高等。而3机架方案因其灵活性很差,因此大大减弱了工艺的优点。时灿轧机的延伸系数仅为1.8,穿孔机需完成较大的延伸量,并需用后两机架取得较好的尺寸公差,而三机架方案却丧失了这一条件。因此,一般不这一方案。机组所生产的钢管直径的上限在6 ~9英寸范围内,由于皿轧管机组被划分为普通吣四和紧凑式两大类,其对比如表22-7所示。由于轧机延伸系数偏小,产量偏低,属于中小产量水平的轧管机组。主要设备有锥辊式穿孔机、少机架的轧管机(设有只⑶系统)以及脱管机、张减机。
